
Page 37 - ERSA
P. 37
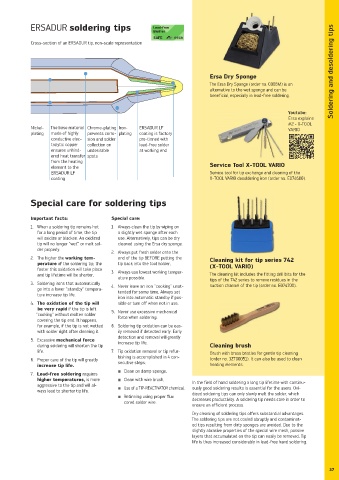
ERSADUR soldering tips
Soldering and desoldering tips
Cross-section of an ERSADUR tip, non-scale representation
Ersa Dry Sponge
The Ersa Dry Sponge (order no. 0008M) is an
alternative to the wet sponge and can be
beneficial, especially in lead-free soldering.
Youtube:
Ersa explains
#2 - X-TOOL
Nickel- The base material Chrome-plating Iron- ERSADUR LF VARIO
plating made of highly prevents corro- plating coating is factory
conductive elec- sion and solder pre-tinned with
trolytic copper collection on lead-free solder
ensures unhind- undesirable at working end
ered heat transfer spots
from the heating Service Tool X-TOOL VARIO
element to the
ERSADUR LF Service tool for tip exchange and cleaning of the
coating X-TOOL VARIO desoldering iron (order no. E074600).
Special care for soldering tips
Important facts: Special care:
1. When a soldering tip remains hot 1. Always clean the tip by wiping on
for a long period of time, the tip a slightly wet sponge after each
will oxidize or blacken. An oxidized use. Alternatively, tips can be dry
tip will no longer “wet“ or melt sol- cleaned using the Ersa dry sponge.
der properly.
2. Always put fresh solder onto the
2. The higher the working tem- end of the tip BEFORE putting the Cleaning kit for tip series 742
perature of the soldering tip, the tip back into the tool holder. (X-TOOL VARIO)
faster this oxidation will take place 3. Always use lowest working temper-
and tip lifetime will be shorter. The cleaning kit includes the fitting drill bits for the
ature possible. tips of the 742 series to remove residues in the
3. Soldering irons that automatically 4. Never leave an iron “cooking” unat- suction channel of the tip (order no. E074700).
go into a lower “standby” tempera-
ture increase tip life. tended for some time. Always set
iron into automatic standby if pos-
4. The oxidation of the tip will sible or turn off when not in use.
be very rapid if the tip is left
“cooking” without molten solder 5. Never use excessive mechanical
force when soldering.
covering the tip end. It happens,
for example, if the tip is not wetted 6. Soldering tip oxidation can be eas-
with solder right after cleaning it. ily removed if detected early. Early
detection and removal will greatly
5. Excessive mechanical force increase tip life.
during soldering will shorten the tip Cleaning brush
life. 7. Tip oxidation removal or tip refur- Brush with brass bristles for gentle tip cleaning
bishing is accomplished in 4 con-
6. Proper care of the tip will greatly secutive steps: (order no. 3ZT00051). It can also be used to clean
increase tip life. heating elements.
Clean on damp sponge,
7. Lead-free soldering requires
higher temperatures, is more Clean with wire brush, In the field of hand soldering a long tip lifetime with continu-
aggressive to the tip and will al- Use of a TIP-REACTIVATOR chemical, ously good soldering results is essential for the users. Oxi-
ways lead to shorter tip life. dized soldering tips can only slowly melt the solder, which
Retinning using proper flux decreases productivity. A soldering tip needs care in order to
cored solder wire.
ensure an efficient process.
Dry cleaning of soldering tips offers substantial advantages.
The soldering tips are not cooled abruptly and contaminat-
ed tips resulting from dirty sponges are avoided. Due to the
slightly abrasive properties of the special wire mesh, passive
layers that accumulated on the tip can easily be removed. Tip
life is thus increased considerably in lead-free hand soldering.
37