
Page 34 - ERSA
P. 34
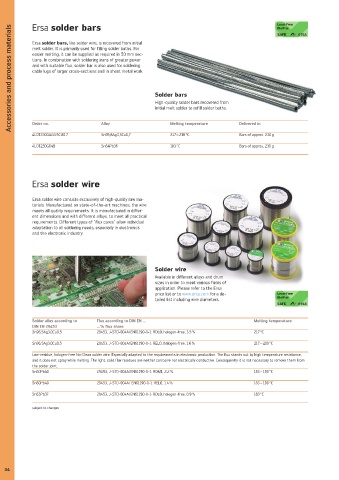
Ersa solder bars
Accessories and process materials
Ersa solder bars, like solder wire, is recovered from initial
melt solder. It is primarily used for filling solder baths. For
easier melting, it can be supplied as required in 50 mm sec-
tions. In combination with soldering irons of greater power
and with suitable flux, solder bar is also used for soldering
cable lugs of larger cross-sections and in sheet metal work.
Solder bars
High-quality solder bars recovered from
initial melt solder to refill solder baths.
Order no. Alloy Melting temperature Delivered in
4LOT230GAG3.5CU0.7 Sn95,8Ag3,5Cu0,7 217 – 218 °C Bars of approx. 230 g
4LOT230G64B Sn64Pb36 183 °C Bars of approx. 230 g
Ersa solder wire
Ersa solder wire consists exclusively of high-quality raw ma-
terials. Manufactured on state-of-the-art machines, the wire
meets all quality requirements. It is manufactured in differ-
ent dimensions and with different alloys, to meet all practical
requirements. Different types of “flux cores” allow individual
adaptation to all soldering needs, especially in electronics
and the electronic industry.
Solder wire
Available in different alloys and drum
sizes in order to meet various fields of
application. Please refer to the Ersa
price list or to www.ersa.com for a de-
tailed list including wire diameters.
Solder alloy according to Flux according to DIN EN ... Melting temperature
DIN EN 29453 ... % flux share
Sn96,5Ag3,0Cu0,5 29453, J-STD-004A/EN61190-1-1: ROL0, halogen-free, 3.5 % 217 °C
Sn96,5Ag3,0Cu0,5 29453, J-STD-004A/EN61190-1-1: RELO, halogen-free, 1.6 % 217 – 219 °C
Low-residue, halogen-free No-Clean solder wire. Especially adapted to the requirements in electronic production. The flux stands out by high temperature resistance,
and it does not spray while melting. The light, solid flux residues are neither corrosive nor electrically conductive. Consequently it is not necessary to remove them from
the solder joint.
Sn60Pb40 29453, J-STD-004A/EN61190-1-1: ROM1, 2.2 % 183 – 190 °C
Sn60Pb40 29453, J-STD-004A/ EN61190-1-1: REL0, 1.4 % 183 – 190 °C
Sn63Pb37 29453, J-STD-004A/EN61190-1-1: ROL0, halogen-free, 0.9 % 183 °C
subject to changes
34